Challenge
A refinery in Southern California experienced severe plugging in a section of piping downstream of their coker unit. In order to eliminate the restriction, the refinery needed to perform a line break and attempt to clear the line. The column attached to the line contained high concentrations (2500 ppm) of ammonia vapors and the facility was unable to empty this column using their existing equipment. This outage was severely impacting production and had the potential to affect ongoing maintenance work – the refinery needed a contractor to mobilize immediately to provide an emergency vapor scrubbing solution.
Solution
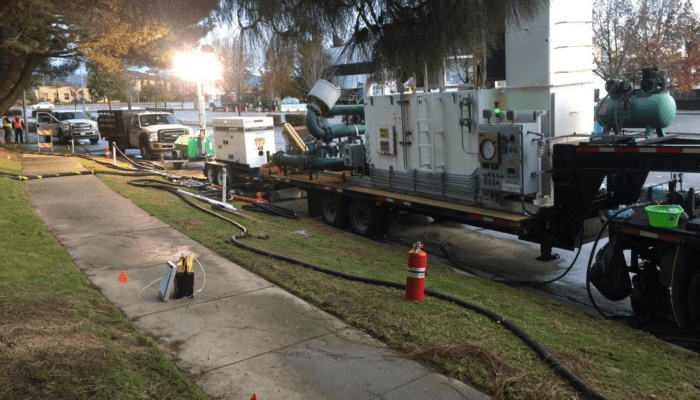
Envent is a specialist – and we mobilize 24/7/365 to provide customized, engineering solutions. The Envent engineers designed an SCAQMD permitted vapor control system using the ESCRUB 2000-SS, a dual-column, recirculating scrubber preloaded with phosphoric acid to neutralize the ammonia vapors, followed by two granular activated carbon vessels to remove all hydrocarbon contaminants. Envent staffed the job around the clock with two technicians for the next week.
Benefit
The customized solution was mobilized within 24 hours and all of the ammonia vapors were neutralized successfully. The customer greatly appreciated the fast call to action and a reliable solution that worked from the start.